

WHAT IS REVERSE OSMOSIS?
Reverse Osmosis (RO) is one of the method for treating boiler feed water, cooling tower make-up water, and industrial effluent water. Reverse osmosis can also be used to produce water without minerals, eliminating the need to handle and dispose of dangerous chemicals.
As a result of technological advancements, reverse osmosis systems can economically filter boiler feed water, cooling tower make-up water, and process water with virtually any required flow rate.
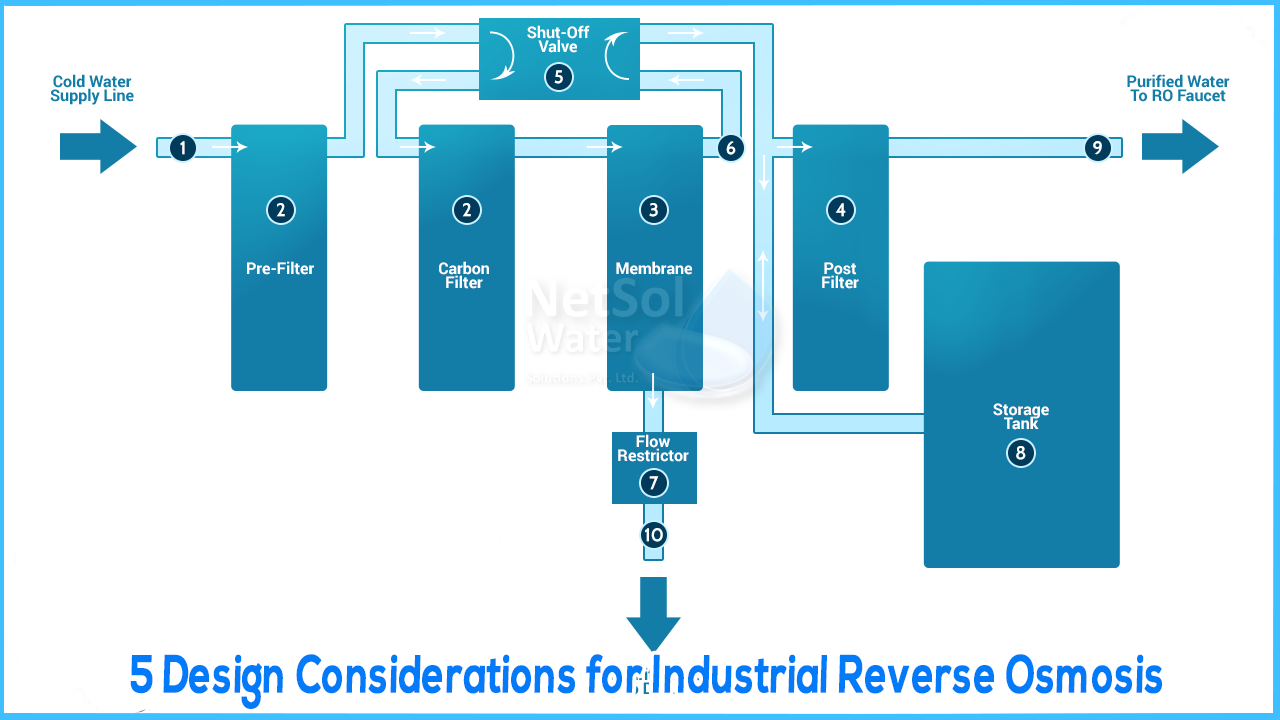
DESIGN CONSIDERATIONS FOR AN INDUSTRIAL REVERSE OSMOSIS SYSTEM TO OPERATE
I. Water Source-
The Industrial Reverse Osmosis feed water source has one of the biggest impacts on the overall plant design, including the number of filtration stages required for pre-treatment. In general, the input water must be pre-treated to remove contaminants that could crust or foul the membranes in a reverse osmosis system. Latest membrane technologies combined with advances in antifouling chemistry have significantly reduced the capital cost for pre-treatment. Water from a source of stable composition and temperature, such as a groundwater supply, typically requires a simpler pre-treatment process than water from a seasonal or more complex water source, such as surface water or wastewater.
II. Temperature and flow rate-
The rate at which water flows through a membrane, varies greatly with the temperature of the water. Warm water flows through the membrane of RO system much faster than cold water. For this reason, a frequency converter (VFD) is often added in larger RO systems to maintain a constant flow of water regardless of the water temperature. Most industrial reverse osmosis systems are factory designed to condition water to an ideal temperature of 77 degrees Fahrenheit. The water temperature and flow parameters must be considered when designing a reverse osmosis system and a pre-treatment system determining the coldest potential feedwater temperature and size of the reverse osmosis system accordingly.
III. Pre-treatment-
Chlorine is beneficial for disinfecting municipal water, but it worsens reverse osmosis membranes. De-chlorination is achieved by activated carbon filtration of the reverse osmosis feedwater, which has been treated with a chlorine reducing agent such as sodium bisulphite as part of the pre-treatment process.
To avoid limescale and magnesium carbonate deposits, the feed water must be pre-treated with a cation exchanger or an anti-lime chemical depending on the hardness of the water.
IV. Microbial Contaminants-
Although generally not as harmful as lime deposits, microbiological contaminants trapped in the membrane of a reverse osmosis system can also cause contamination and loss of production capacity. Pre-treatment is important when working with reverse osmosis and nanofiltration (NF) membranes because of their spiral design, which allows water to flow through the system in only one direction. Since accumulated contaminants cannot be removed from the membrane surface by backwashing, it may be necessary to add a biocide to the feed water to control microbiological growth.
V. Mud Density Index-
Considerable amounts of very fine particles (e.g., mud) in the water can cause frequent membrane cleaning or even premature membrane failure. Often, the particles causing potential membrane fouling are less than 5 microns in diameter and the water may appear clear. To avoid loss of efficiency and downtime, feedwater should be field classified with a Sludge Density Index (SDI) test before planning any pre-treatment for reverse osmosis systems.
For feedwater that contains significant amounts of silt, a flocculant treatment may be necessary prior to multimedia filtration. However, care must be taken when choosing the correct flocculant and dosage, as many of these compounds irreversibly foul membranes. In some cases, membrane-based micro or ultrafiltration based on particle size distribution (performed by laboratory tests) or total suspended solids (TSS) is required.

d
